

DH-A2 BGA Rework Station
Enkel å betjene.
Egnet for brikker og hovedkort i forskjellige størrelser.
Høy vellykket reparasjonsrate.
Beskrivelse
DH-A2 BGA Rework Station
1. Anvendelse av DH-A2 BGA Rework Station
Egnet for forskjellige PCB.
Hovedkort til datamaskin, smarttelefon, bærbar PC, MacBook logikkkort, digitalkamera, klimaanlegg, TV og
annet elektronisk utstyr fra medisinsk industri, kommunikasjonsindustri, bilindustri, etc.
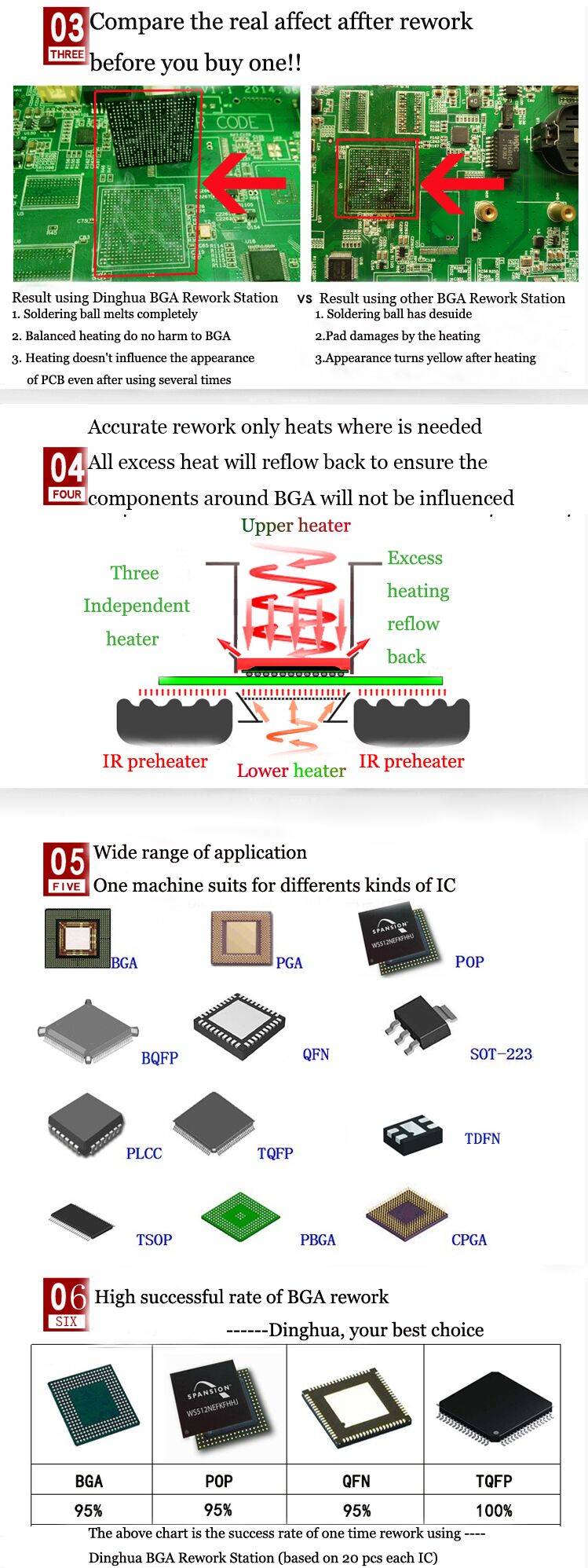
Egnet for forskjellige typer brikker: BGA, PGA, POP, BQFP, QFN, SOT223, PLCC, TQFP, TDFN, TSOP, PBGA, CPGA,
LED-brikke.
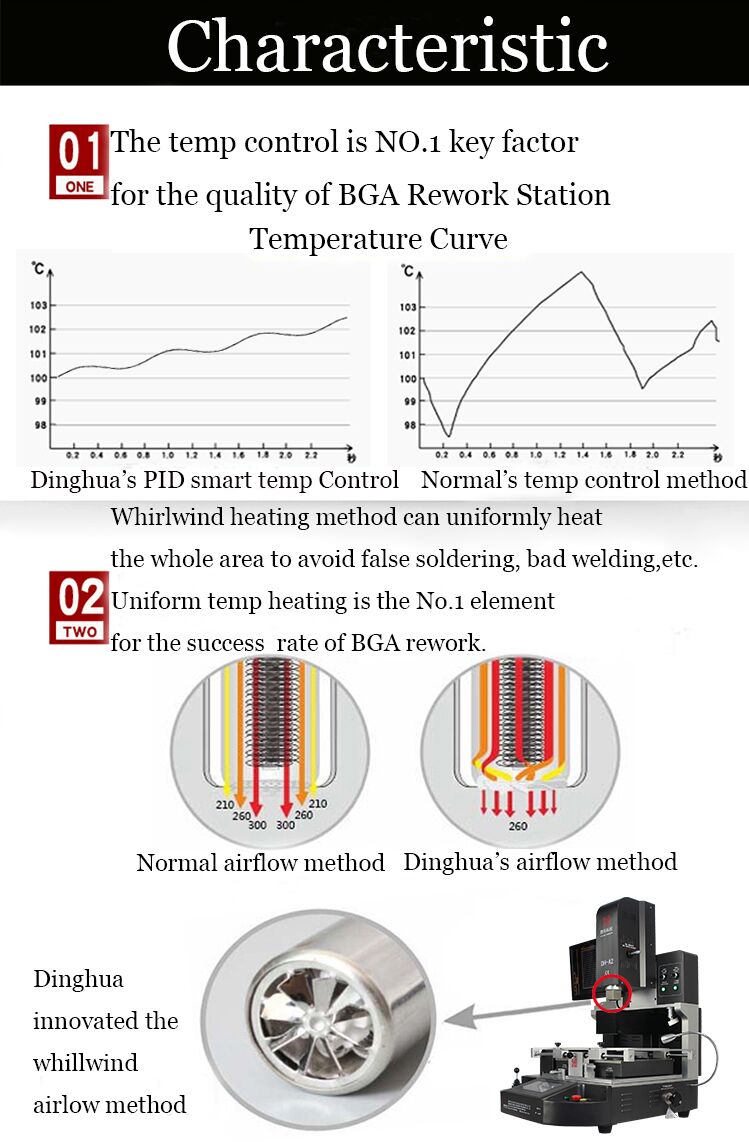
2. Produktegenskaper til DH-A2 BGA Rework Station

• Avlodding, montering og lodding automatisk.
• Karakteristisk for høyt volum (250 l/min), lavt trykk (0,22 kg/cm2), lav temp (220 grader) omarbeid fullstendig
garanterer BGA-brikker elektrisitet og utmerket loddekvalitet.
•Bruk av lydløs og lavtrykksluftblåser tillater regulering av stillegående ventilator, luftstrømmen kan
reguleres til 250 l/Min maks.
• Varmluft flerhulls rund senterstøtte er spesielt nyttig for store PCB og BGA plassert i midten av
PCB. Unngå kaldlodding og IC-dråpesituasjon.
• Temperaturprofilen til bunnvarmeren kan nå så høyt som 300 grader, kritisk for hovedkort i stor størrelse.
I mellomtiden kan øvre varmeapparat stilles inn som synkronisert eller uavhengig arbeid
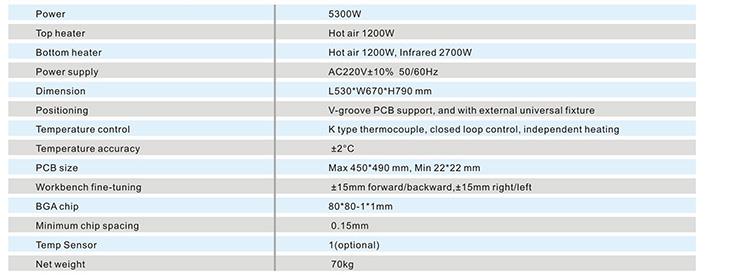
3.Spesifikasjon av DH-A2 BGA Rework Station
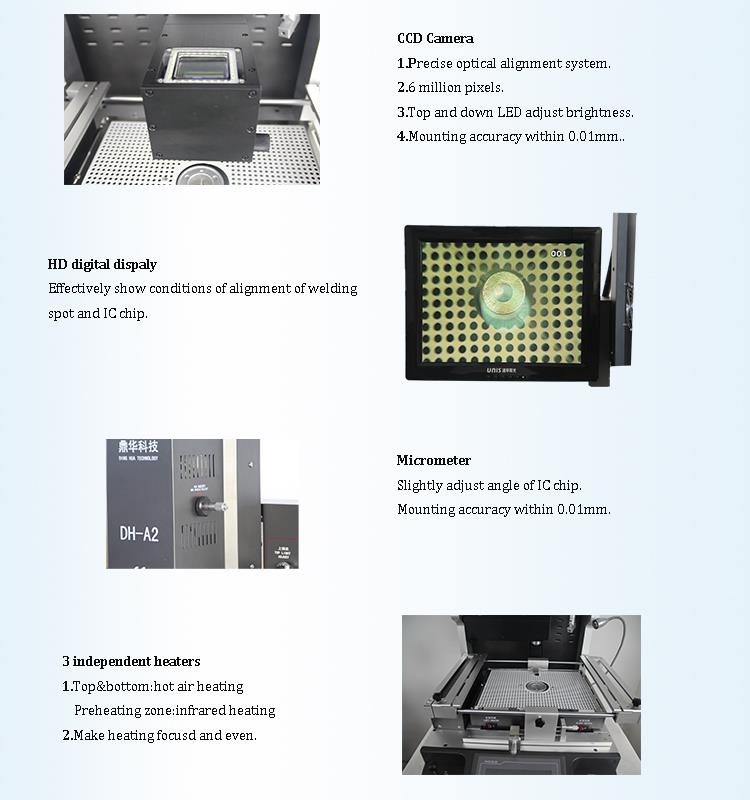
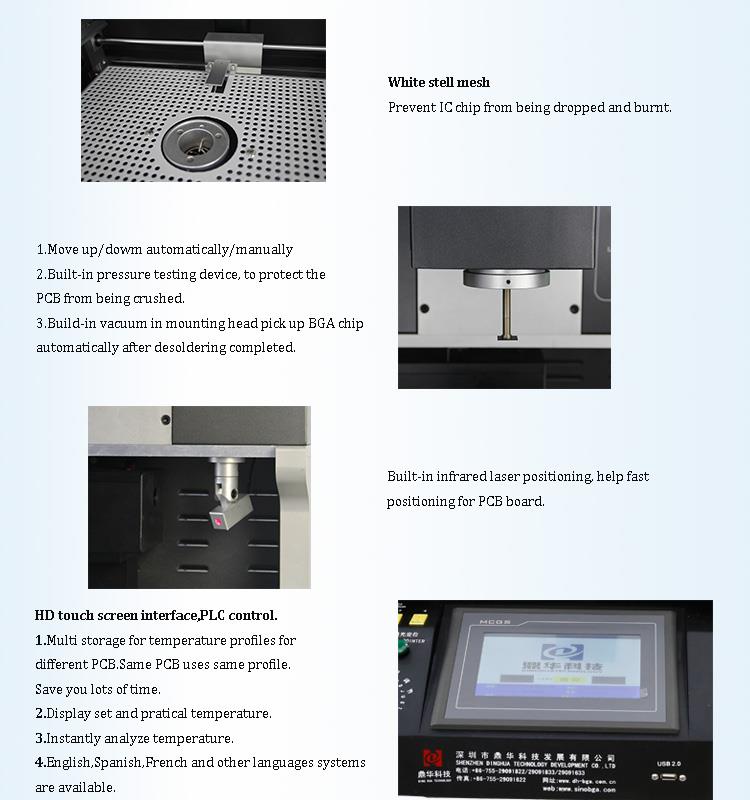
4.Detaljer om DH-A2 BGA Rework Station

5.Hvorfor velge vår DH-A2 BGA Rework Station?
6.Sertifikat for DH-A2 BGA Rework Station
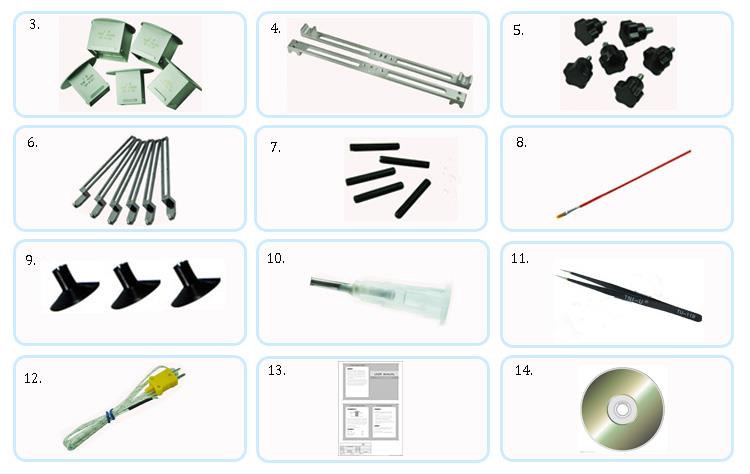
7. Pakking og forsendelse av DH-A2 BGA Rework Station

8.Relatert kunnskap omDH-A2 BGA Rework Station
•Hva er BGA-sveiseprosessteknologiprinsippene?
Prinsippet for reflow-lodding brukt i BGA-lodding. Her introduserer vi reflow-mekanismen til loddekuler under loddeprosessen.
Når loddekulen er i et oppvarmet miljø, er loddekulens reflow delt inn i tre faser:
Forvarming:
Først begynner løsningsmidlet som brukes for å oppnå ønsket viskositet og silketrykkegenskaper å fordampe, og temperaturstigningen må være sakte
(ca. 5 grader C per sekund) for å begrense koking og sprut, for å forhindre dannelse av små tinnkuler, og for noen komponenter, for å sammenligne interne
stresser. Følsom, hvis utetemperaturen til komponenten stiger for raskt, vil det føre til brudd.
Fluksen (pastaen) er aktiv, den kjemiske rengjøringshandlingen begynner, den vannløselige flussen (pastaen) og den ikke-rene flussen (pastaen) har alle samme rengjøring
handling, bortsett fra at temperaturen er litt annerledes. Metalloksider og visse forurensninger fjernes fra metallet og loddepartikler til
være bundet. Gode metallurgiske loddeskjøter krever en "ren" overflate.
Når temperaturen fortsetter å stige, smelter loddepartiklene først hver for seg og begynner "tenningsprosessen" med flytendegjøring og overflatesuging.
Dette dekker alle mulige overflater og begynner å danne loddefuger.
Tilbakeløp:
Dette stadiet er av største betydning. Når en enkelt loddepartikkel er fullstendig smeltet, kombineres den for å danne en flytende tinn. På dette tidspunktet, overflatespenning
begynner å danne overflaten av loddefileten hvis gapet mellom komponentledningene og PCB-puten overstiger 4 mils (1 mil=en tusendel en tomme),
det er svært sannsynlig at tappen og puten er separert på grunn av overflatespenning, som gjør at tinnspissen åpner seg.
Ro deg ned:
Under avkjølingsfasen, hvis avkjølingen er rask, vil tinnpunktstyrken være litt større, men den bør ikke være for rask til å forårsake temperaturstress inne
komponenten.





